Case Study
Optimized Powder Bed Laser Melting processes
The goal of Aconity3D GmbH is to optimize the stability of an innovative manufacturing method called Powder Bed Laser Melting and to promote its use in a wide range of industries. By utilizing high-speed industrial cameras from SVS-Vistek, the company has come one step closer to this goal.
Compared to other production technologies, additive manufacturing is a relatively young discipline. On the one hand, it opens up many new possibilities, but on the other hand has not yet been fully researched in some areas and therefore also presents various challenges with a high potential for optimization.
This also applies to Powder Bed Laser Melting (PBLM). In this process, the material to be processed is selectively melted layer by layer in the form of a powder bed in order to produce the desired workpieces from 3D model data. The energy required for this is selectively introduced into the process zone using laser beam sources, which melts the powder material in the area of the resulting part. During the subsequent cooling process, the material hardens and forms the desired parts.
This technology is used in the automotive, medical and aerospace industries, among others, where it is increasingly establishing itself in series production. The main reasons for this positive development are the flexible and, compared to many traditional manufacturing methods, significantly expanded possibilities in terms of the design of the manufactured parts, a constantly increasing variety in the choice of materials and the production costs permanently going down.
The challenge of stable processes
A key challenge of the process for general industrial implementation is process stability. The main problem with PBLM compared to conventional methods is that the manufactured part can only be checked for defects when it is unpacked from the surrounding powder material at the end of the process. If there are defects at this stage, they are generally almost impossible to rectify.
Aconity3D GmbH, based in Herzogenrath near Aachen, has set itself the goal of optimizing the stability of metal-based PBLM processes in order to further improve the quality of this technology and thus promote its use in a wide range of industries. “Process monitoring in PBLM systems is not yet fully developed according to the current state of the art,” says Lutz Lübbert, Project Manager Machine Development at Aconity3D. “In order to change this situation, we have developed a process in which the data from a high-speed machine vision system helps recording the influence of selected process parameters on produced parts and enable conclusions to be drawn about parameter influences.”
Aconity3D opted for the Mikrotron EoSens3.0MCX5 high-speed camera from SVS-Vistek and the necessary peripherals in order to optimally select the high-speed machine vision for this task and thus implement a system suitable for daily use. According to Lübbert, the reason for this decision was very simple: “When we started researching the market for suitable cameras with the required speed and accuracy for this application around six years ago, there were no comparable cameras available. We have never regretted our decision to use the Mikrotron EoSens3.0MCX5, as the method developed with it has been absolutely stable since its introduction and provides an insight into the correlation of sensor data, the applied process parameters and the resulting component properties.”

Greater insights with machine vision
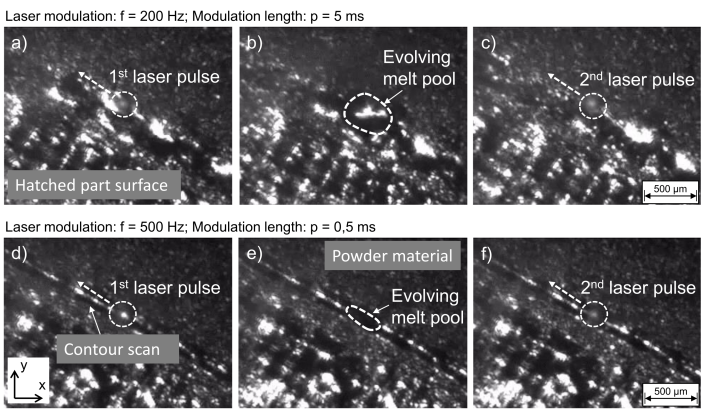
The image data provided by the Mikrotron EoSens3.0MCX5 cameras gives the experts at Aconity3D GmbH additional insights into the PBLM process, explains Lübbert: ”With these high-speed cameras, we can, for example, compare contour scans of material layers across the build process and observe the behavior of the melt pool in critical part areas. In this way, we can reliably identify defects such as melt pools breaking off or inhomogeneous surface conditions. The influence of changing laser parameters such as the modulation frequency and modulation length on the size of the melt pool can thus be recognized if all other laser parameters remain constant. The data obtained in this way can be used to expand our knowledge of PBLM processes and isolate the underlying effects.” According to Lübbert, the knowledge gained this way, in combination with other measurement methods such as pyrometry, forms the basis for more efficient materials research in the field of 3D metal printing.
Compared to conventional production methods, which often rely on the density of the cast semi-finished products, this inline inspection method has the potential to detect production defects at an early stage. This results in a reduced number of destructive material tests and lower manufacturing costs. In addition, reliable process monitoring with a conclusive correlation between the process parameters used and the resulting part properties is a prerequisite for closed-loop process control. Such control systems have been used for conventional laser welding processes for many years. “In PBLM processes, however, process monitoring or even process control is still at a very early technological stage, but our developments are helping to reduce this backlog,” says Lübbert.
The main obstacle to inline process monitoring and control of PBLM processes is the transient nature of the process, which is determined by a variety of different phenomena such as melt pool turbulence, welding fume formation, spatter or other anomalies in the powder bed. These underlying disturbing process phenomena increase the measurement noise and reduce the accuracy of the information that can be obtained directly from the melt pool.
Flexible adaptation
The Mikrotron EoSens3.0MCX5 high-speed camera used is the ideal choice for this application for several reasons, explains Karl Laderer, Area Sales Manager DACH and responsible for sales of the Mikrotron product range: “This high-speed camera uses a sensor where the region of interest (ROI) can be scaled in both the y-direction and the x-direction. The special feature of this sensor is that the frame rate can be increased by reducing the number of pixels in the x-direction. In this way, small ROIs with a high frame rate can be realized, which gives users in every field of application enormous flexibility to adapt the camera precisely to the requirements at hand.” According to Laderer, the pixel size of 8 µm x 8 µm of the 3 MP sensor and the fanless design for easy integration are also important camera features that ensure reliable results when monitoring PBLM processes. For economic reasons, Aconity3D opted for a camera model with a CXP6 interface, which is less expensive than CXP12 products in this series, but still handles the data streams without any problems.

Optimistic about the future
The inline process monitoring tool developed by Aconity3D is available for almost all of the company's systems, such as the entry-level system AconityMINI and the currently largest system AconityTWO with optional multi-laser setup. According to Lübbert, the target group for these systems are research institutions in Germany and abroad as well as the research departments of large companies that deal with PBLM processes.
“We believe that process monitoring using high-speed vision systems is an effective tool to learn more about the running mechanisms and improve the quality of parts during production, rather than analyzing the finished parts for later parameter optimization. Our aim is to drive forward the development of detection algorithms that can quickly and reliably identify excessive melt pool sizes in order to initiate immediate countermeasures. Based on our good experience with the products we have used so far and the helpful support from our machine vision partner, including for programming issues, I also see the high-speed cameras from SVS-Vistek as essential components for our future systems.”
About Aconity3D:
Aconity3D GmbH was founded in 2014 and is currently based in Herzogenrath, Gemany. The company specializes in the design and sale of modular laboratory systems for powder bed 3D laser printing of metals. With the aim of expanding the range of applications for this innovative manufacturing technology, the freely configurable Aconity3D systems combine maximum functionality with an attractive price structure. Application-specific consulting services, workshops, feasibility studies and the contract manufacturing of components on the company's own systems complement the Aconity3D hardware portfolio to form a holistic implementation concept and thus open up a wide range of access to this technology. Powder bed 3D laser printing is thus also within the reach of small and medium-sized companies.
Aconity3D GmbH
An den Glaswerken 2
52134 Herzogenrath, Germany
Phone: +49 2406 92749-0
Fax: +49 2406 92749-99